
 当前位置:
当前位置:空气弹簧载荷情况
空气弹簧载荷情况
不带支撑环的空气弹簧和钢丝直径过细的空气弹簧不能焊接在空气弹簧头上普通空气弹簧和空气空气弹簧的优点,但端索不能有明显的松动,并应去毛刺。对于需要焊接到头部的多股空气弹簧,焊接部分的长度应小于电缆直径的3倍最长不超过10毫米。加热长度应小于一圈,焊后应打磨光滑,气焊时焊接部位应局部低温退火。

空气弹簧表面处理一般为磷化处理,也可进行其他处理。镀锌、镀镉的,应在电镀后进行除氢处理,除氢后应提取3%。空气弹簧应清除表面污垢、盐痕和氧化皮。方法可用喷砂或汽油清洗,但不允许酸洗。重要空气弹簧压缩时间为24小时,普通空气弹簧为6小时或连续压缩3~5次,每次保持3~5秒。压缩期间空气弹簧和心轴之间的间隙优选为心轴直径的10%。间隙过小,操作困难,间隙过大,空气弹簧容易弯曲变形。如果其中一根空气弹簧在压缩过程中断裂,其余的应重新加工。
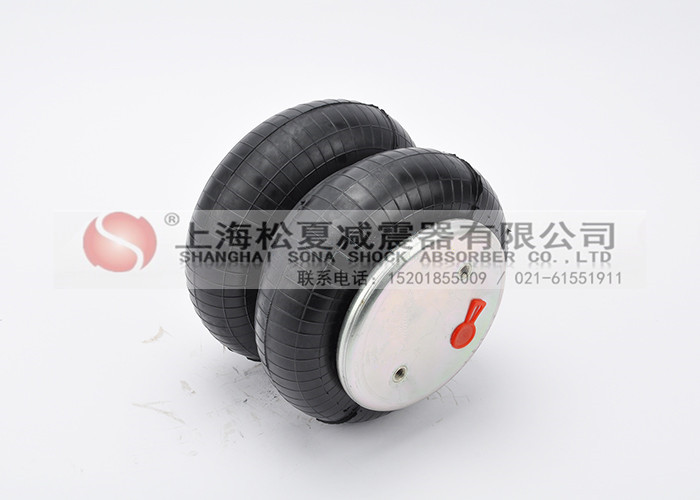
空气弹簧等按制造工艺可分为冷盘簧和热盘簧。普通圆柱空气弹簧由于制造简单,可根据载荷情况制成各种型号,结构简单,因此应用最为广泛。一般来说,空气弹簧材料应具有较高的弹性极限、疲劳极限、冲击韧性和良好的热处理性能。常用的有碳空气弹簧钢、合金空气弹簧钢、不锈钢空气弹簧钢、铜合金、镍合金和橡胶。等待。制造空气弹簧有冷轧法和热轧法。 8mm以下的空气弹簧线径一般采用冷卷法普通空气弹簧和空气弹簧的优点,8mm以上的空气弹簧线径采用热卷法。有些空气弹簧在制成后需要进行强压或喷丸处理,可以提高空气弹簧的承载能力。

- 上一篇:如何防止空气弹簧被损坏?
- 下一篇:如何确定空气弹簧的长度?